Sandwell uses Additive Manufacturing to produce tooling for Shot Peening and Surface Finishing. The ability to produce tooling quickly and match to complex shapes has considerably improved both turnaround times and repeatability.
We also work on customer parts that have been produced by many of the 3D additive methods to improve surface finish. Sandwell has many years’ experience in improving the surface finish of metallic components produced by this method. We have a range of equipment and machines that allow us to work on almost any material and shape. With the use of surface measuring equipment we can quickly feedback process data to meet customer requirements.
Each additive manufacturing process has its own characteristics and often a high build rate means a coarser surface finish.
Of the Powder Bed Fusion methods Selective Laser Melting SLM appears to produce the best surface finish with Electron Beam Melting EBM producing a coarser finish. Some of the Blown Powder Systems are now also providing an improved surface finish.
All of these additive manufacturing methods require a post process finish to provide a satisfactory end product. At Sandwell we have many years of experience finishing additive manufactured parts. It is by no means easy and presents many challenges. One of the many advantages of additive manufacturing is that much more complex shapes can be produced which is great for the designer and end user but it does make the surface finishing a complex operation and often results in multiple stage processing.

A good starting point with additive components is an initial rumbling process. This will help to break down the bulk of the surface although it may not always be so effective on the finer detailed areas.


As can be seen from the data significant improvement can be achieved using the correct rumbling media for each material. The most significant reduction being in Rt (the total height of the roughness profile, in the above material this was reduced from 56 down to 21.6 µm.
All of the processes have to be data driven.. its important to monitor at each stage and to adjust process and timings accordingly.

A lot can be read into the data hence it is important for in process monitoring.

This is only the first part of the story whilst the surface is significantly refined by the rumbling process the resultant surface will still show evidence of the Additive process, layers and dilutions will still be evident but to a lesser extent. At this stage the part can go through subsequent finishing sequences, either chemically assisted superfinishing or stream or drag finishing to improve the surface, but all of these processes are lengthy and hence add cost to the finished part.
Due to the data profile of the surface the first stage processing will always be the most responsive as the proportion of material to the surface area is at its lowest.
If the first stage rumbling process is an acceptable finish for the customer the properties of the material and the minimization of crack initiation can be improved by shot peening at this stage to introduce compressive stress into the part.

Due to the data profile of the surface the first stage processing will always be the most responsive as the proportion of material to the surface area is at its lowest.
If the first stage rumbling process is an acceptable finish for the customer the properties of the material and the minimization of crack initiation can be improved by shot peening at this stage to introduce compressive stress into the part.
As can be seen from the images any detail above the surface and exposed edges are subject to more work than the flat surface hence the surface finishing is very much feature driven and at each stage of each process the orientation of features relative to media stream need to be considered.
It should also be noted that it’s the end customer that sets the acceptance standard and it is the responsibility of the finishing/processing company to meet those requirements wherever practical.
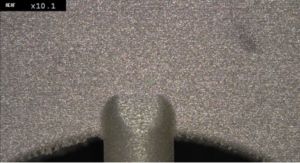
Typical as received additive part. Ra 8.7µm Rt 56µm Rsk -0.04µm

Post Rumbling and finishing. Ra 1.16µm Rt 15.1µm Rsk-2.1µm.
See the image of received surface finish and finish post rumbling which clearly shows internal finish at the early stages of processing. LH as received, RH after initial processing.
Finishing of additive parts is both complex and lengthy. As the surface finish improves the processing time increases due to the amount of material requiring removal. The process requires a significant amount of applied energy to produce a fine surface finish, this processing time will remove a significant amount of material and as such provision should be made for this material loss during the DFM (design for manufacture) process.
